What is plastic injection mold?
Plastic injection mold is used to give shape to molten plastics via the pressure of injection machines. there are multiple holes made inside the mold to realize temperature control by way of oil, water or heaters.
The sprue in the mold allows the melted plastic to flow in, which will then fill the cavities through the runners and gates. After the melt plastic being cooled, the mold plates will be opened, and the injection molded parts will be ejected by a push on the ejector plate by the ejector rod of the injection machine
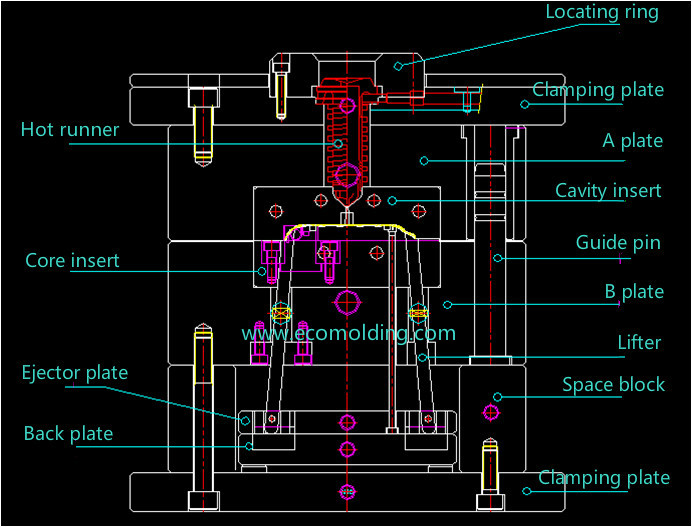
Below is the basic structure of plastic injection mold
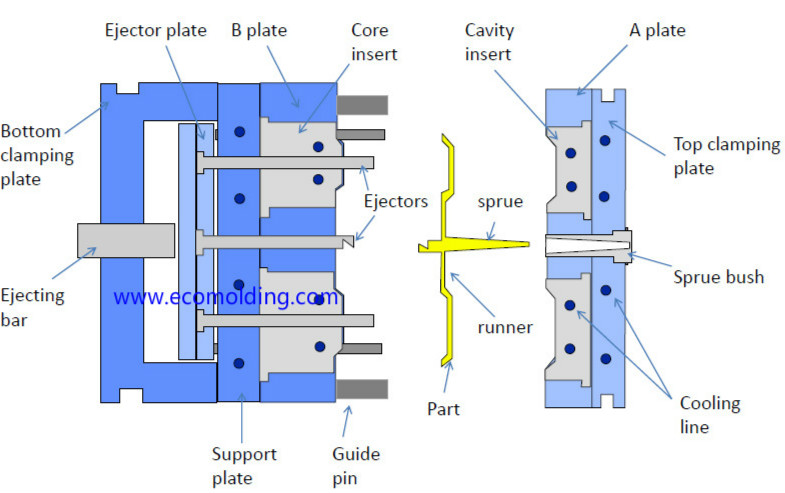
The five systems of injection mold: gating system, guidance system, molding system, ejection system, cooling system.
- Gating System:
Runner: Where the molten plastic flows through before reaching different cavities.
Sprue: Where the molten plastic flows through from the injection machine to the mold.
Gate: The last opening that allows the molten plastic to flow into the cavities.
- Guidance System:
In-mold opening/closing process, mold displacement will occur due to manufacturing tolerances and installation tolerances. When the mold is closing, it is required that the mold can return to its original position.
- Molding System:
Molding System: A closed space that consists of the core, cavity, and inserts, etc.
- Ejection System:
The ejector of the injection machine applies force on the press plate of the mold, which drives the ejector pins, ejector blocks, and lifters, etc. to push the product away from the core or the cavity and thus enable smooth mold release.
- Cooling System:
The mold itself is a large cooling system. To achieve a better cooling effect, one or more groups of cooling channels will be designed for the mold. The coolant is not necessarily cold water – it can be water at 100 degrees Celsius depending on the mold temperature and sometimes it can also be hot oil.
Three basic types of plastic injection mold
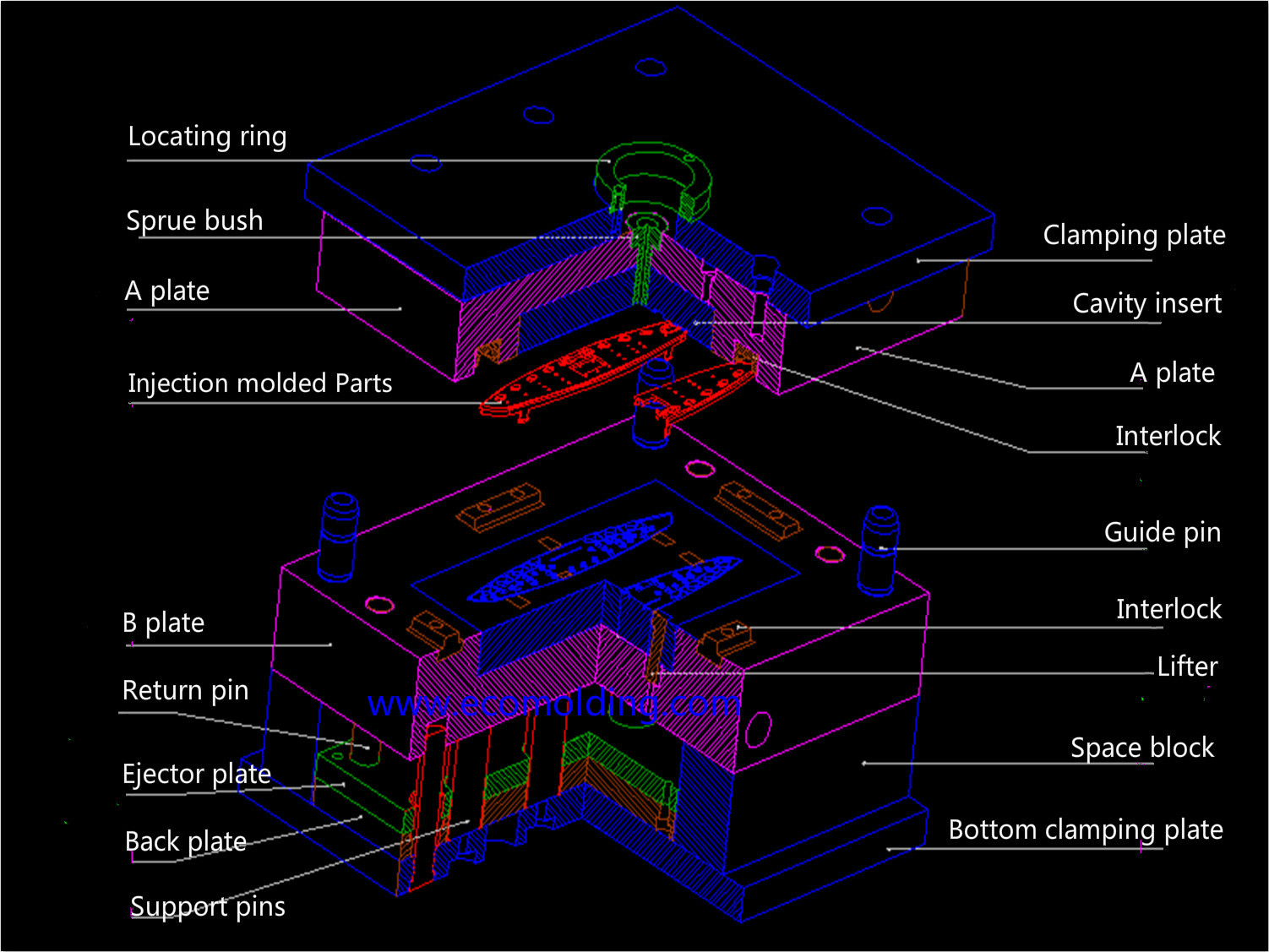
1.two plate mold
When the mold opens, the cavity and the core are separated to release the molded product. This is referred to as a single parting surface mold, AKA a two plate mold. Being most widely used, it is the simplest and most basic form of the injection mold
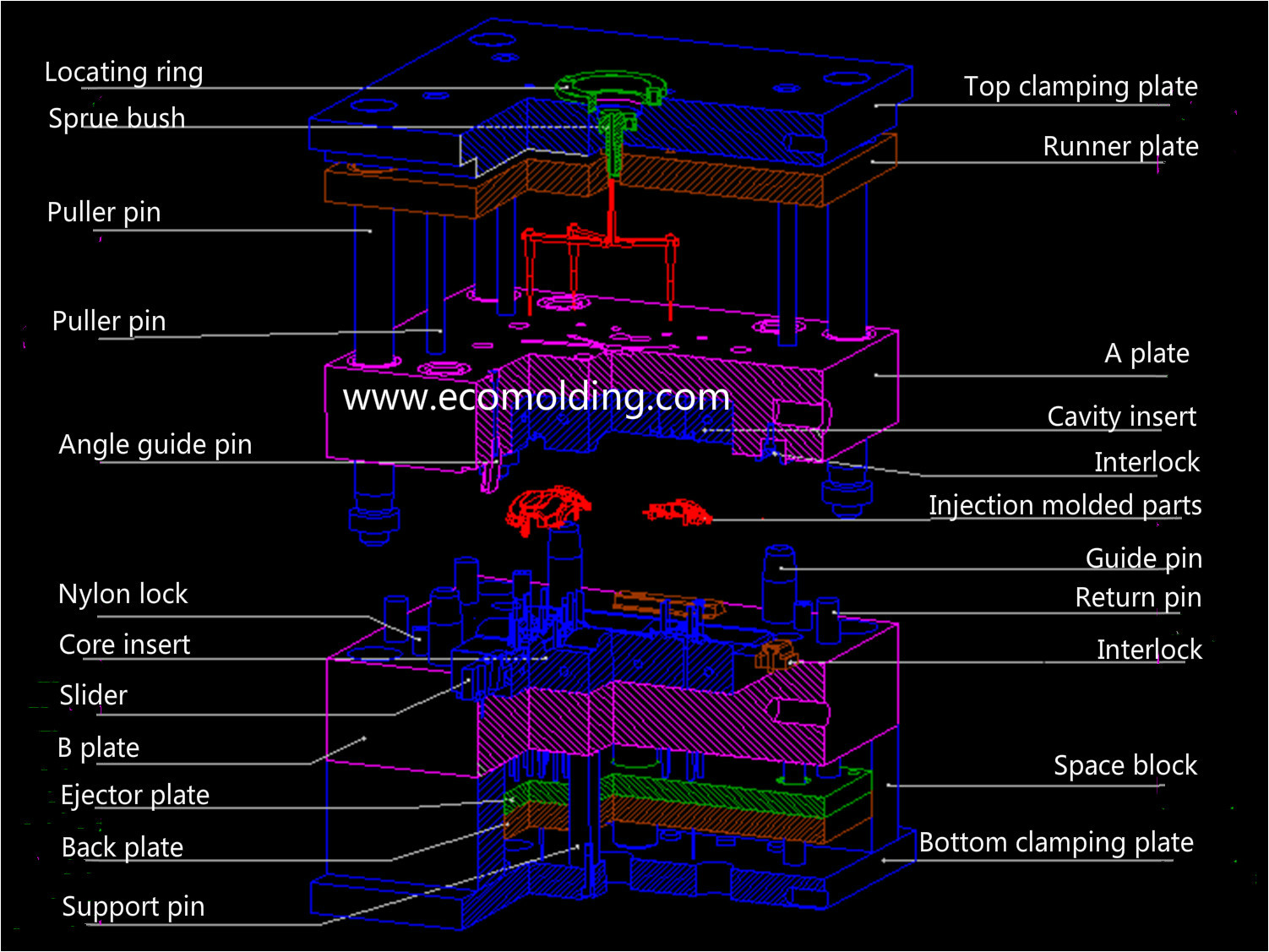
2.Three plate mold
Three plate mold has two parting surfaces.it adds a partially movable intermediate plate into the fixed mold half.When the mold opens, the runner plate is separated from the core plate for a fixed distance on the guide pin in the core, so that the runner can be removed from between the two plates.
3.Hot runner mold
Hot runner mold refers to the mold which employs adiabatic heating to heat the runners and keep the plastic material between the cavity and the injection nozzle in a molten state, so no sprue is generated during production.
The steel for plastic injection mold making
P20
The P20 Steel is a type of mold welding consumable, and the earliest is P20, followed by P20H and P20Ni. The P20 Steel is applicable to the production of molds for plastic materials, as well as those for diecasting low melting point metals. This steel material features great machinability, as well as mirror polishing properties.
718
The 718 Mold Steel, known as 3Cr2NiMo in China, is an enhanced steel on the basis of P20 (3Cr2Mo). The quality of the steel material has been so greatly improved that it is able to compensate for the weaknesses of the P20 Mold Steel, and at the same time meet the requirements that are beyond P20. Among today’s mold steel materials in China, there is also P20+Ni, in addition to the above-mentioned Chinese standard steel grades.
H13
H13 is a hot work steel, and the grade is 4Cr5MoSiV1; an alloy tool steel is formed by adding alloying elements on the basis of the carbon steel. Among them, the alloy tool steels include: measuring and cutting tool steels, steel for impact resistant tools, cold work mold steel, hot work mold metal, non-magnetic mold steels, and plastic mold steels.
ASSAB-S136
Highly abrasion/corrosion resistant pre-hardened mirror finish steel,The high grade stainless tool steel that possesses excellent anti-corrosion, polishing, anti-abrasion and machining properties. Electrical discharge machining (EDM) can create good mirror finishing effects and high quality surface finish; great stability will be showed when hardening.
DAIDO NAK80
Pre-hardened mirror surface precision plastic mold steel,The pre-hardened steel (36-43 HRC) can be machined directly without heat treatment. Its hardness is quite uniform from the surface to the core with great machinability; possesses excellent electrical discharge machinability, and very easy to grind after EDM because the uniform surface hardness and lower white layer hardness are ensured after EDM; good mirror polishing features.
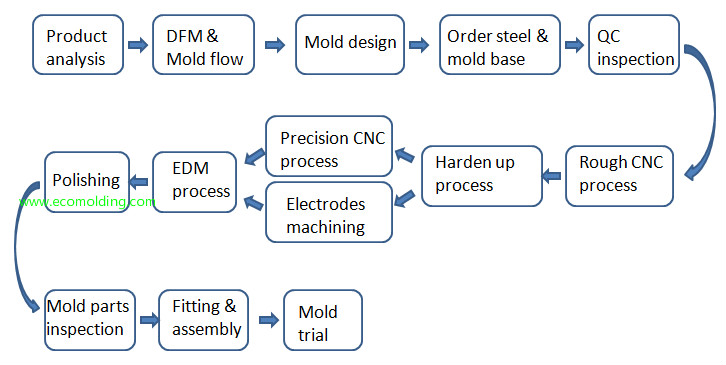
The process of plastic injection mold making