There are many types of injection mold in injection molding industrial,the common injection mold types include:Two plate mold,Three plate mold,Hot runner mold.etc.
1.Single Parting Surface Mold(two plate mold)
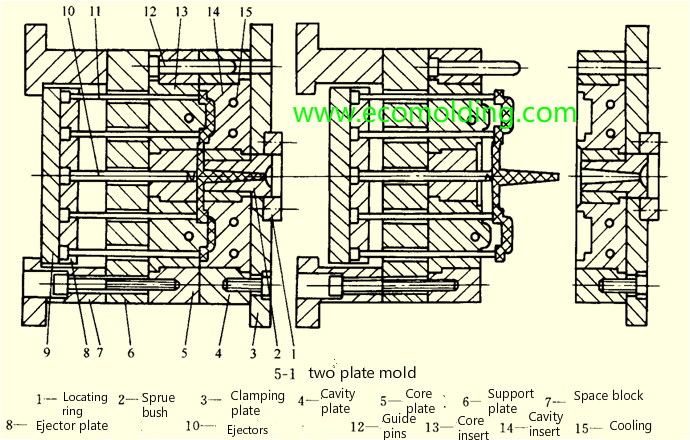
When the mold opens, the cavity and the core are separated to release the molded product. This is referred to as a single parting surface mold, AKA a two plate mold. Being most widely used, it is the simplest and most basic form of the injection mold, and can be designed as a single-cavity or a multi-cavity injection mold.
2.Double Parting Surface Mold (three plate mold)
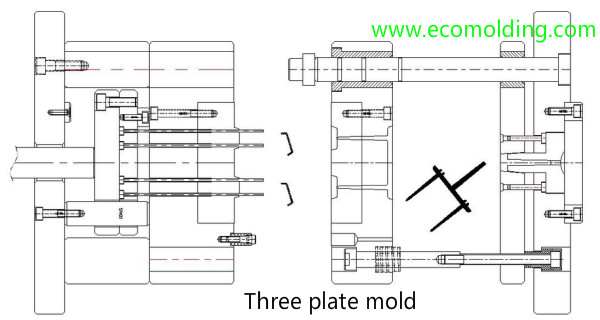
A double parting surface injection mold has two parting surfaces. Compared with the single parting surface mold, it adds a partially movable intermediate plate (also called a movable runner plate, on which the gate, runner, as well as other parts and components required for the core are designed) into the fixed mold half, so it is also known as a three-plate (cavity plate, runner plate and core plate) injection mold, which is often used for the single-cavity or multi-cavity pinpoint gate plastic injection mold. When the mold opens, the runner plate is separated from the core plate for a fixed distance on the guide pin in the core, so that the sprue in the gating system can be removed from between the two plates. The double parting surface mold features a complicated structure, a high manufacturing cost, and difficult part processing, so usually it is not used for injection molding of large or extra large plastic products
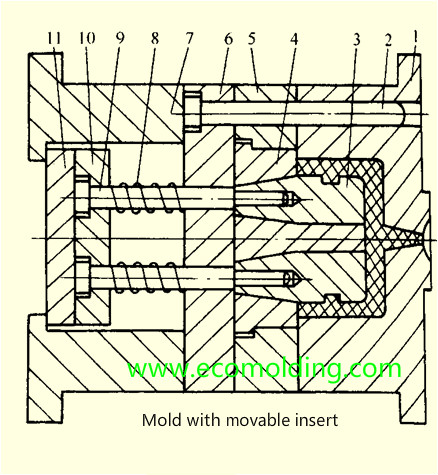
Due to some special structure of the plastic parts, an injection mold is required to incorporate a movable molding part, such as movable cavities, movable cores, movable inserts, and movable threaded cores or rings, which are able to be ejected together with the plastic part during mold release, and are then separated from the plastic part.
4.Side-parting Core-pulling Mold
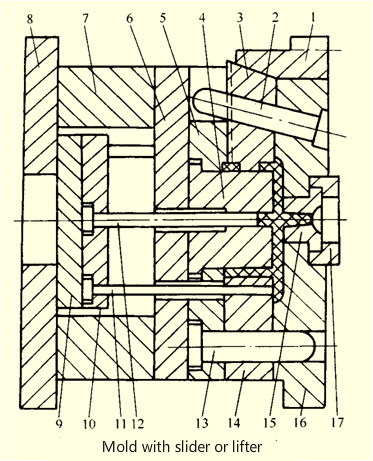
When a plastic part is designed with side openings or undercuts, it needs to be molded with a lifter or slider. After plastic injection molding, the cavity first moves downwards for a distance, and then guide pins on the cavity plate forces the slider to move outward. At the same time, the ejector mechanism pushes the stripper plate to release the plastic part from the core.
5. Auto Unscrewing Mold
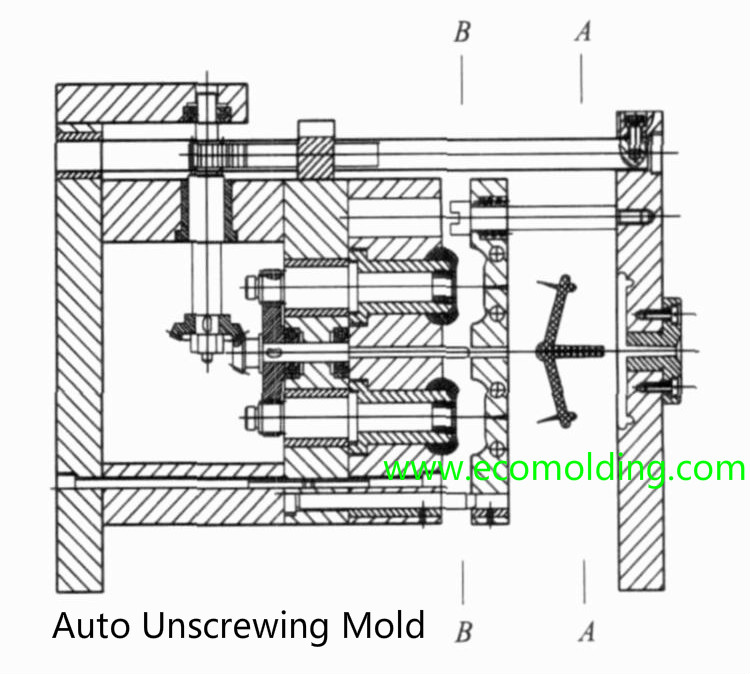
For threaded plastic parts, when automatic mold release is required, a rotatable threaded core or ring can be designed on the mold. The mold opening action, the rotating mechanism of the injection molding machine or a special driving device can be leveraged to drive the threaded core or ring to rotate, thus releasing the plastic part.
6.Mold with Ejector Mechanism in the Core
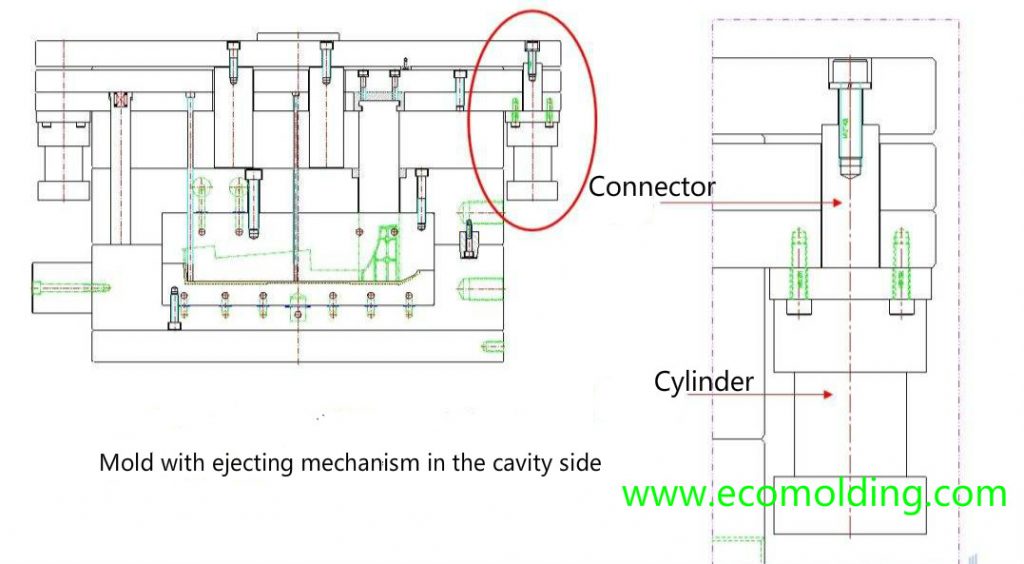
For most injection molds, the ejector mechanism is installed in the cavity, which is helpful for the ejector mechanism in the clamping system of the injection molding machine to work. In real-world production, since some plastic parts are limited by shape or appreance requirement, it is better to leave the plastic part in the cavity. To release the plastic part from the mold, the mold release mechanism has to be designed in the cavity.
7.Hot Runner Mold
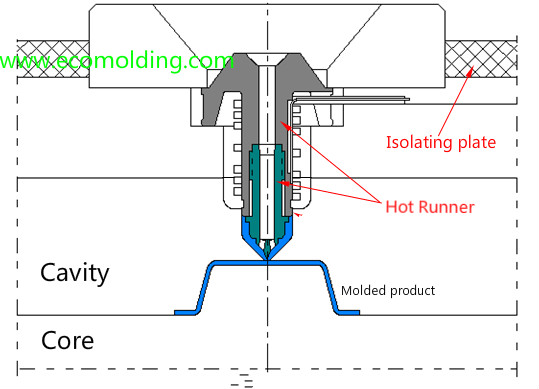
A runner-less injection mold refers to the mold which employs adiabatic heating to heat the runners and keep the plastic material between the cavity and the injection nozzle in a molten state, so no sprue is generated when the mold opens to release the plastic product. The former is referred to as the adiabatic runner injection mold, and the latter the hot runner injection mold.
if you want to know more about plastic injection mold types,please see below video.