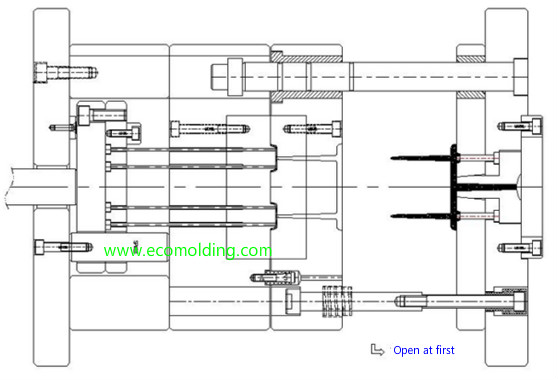
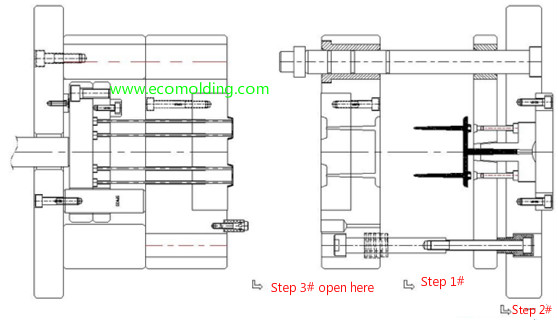
1. How the three plate mold moves: (1). After the mold is fully filled, heat preservation, pressure holding and cooling will be performed. Under the effect of the spring and the lock, the section between the runner stripper plate and Plate A opens first to remove the runners, and stops when getting to the limit distance of the pull rod. See the following figure:
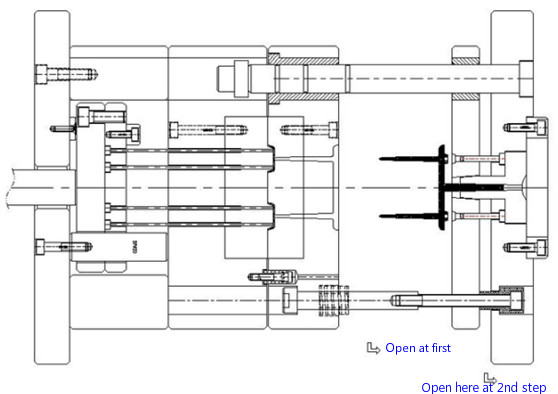
(2). Under the effect of the lock, the section between the top clamping plate and the runner stripper plate opens to a certain distance till the engagement of limited Pin,allowing the runner to detach from the sprue and the runner lock pin. See the following Fig.:
(3). Under the effect of the pull bar, the top clamping plate, runner stripper plate and A Plate cannot continue the open motion, but stop after reaching a certain distance. See the Fig. below:
(4). The machines push bar drives the ejector pin to eject the product out of the mold core – free breakaway. If free breakaway is not possible, manual intervention or a robot needs to be involved. The runners also needs to be removed manually or with a robot. See the Fig. below:
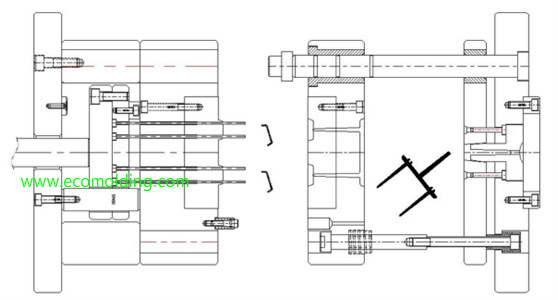
(5). Mold closing. Plate A drives the return pin to restore the ejector pin, so that the mold closes for the next production run.
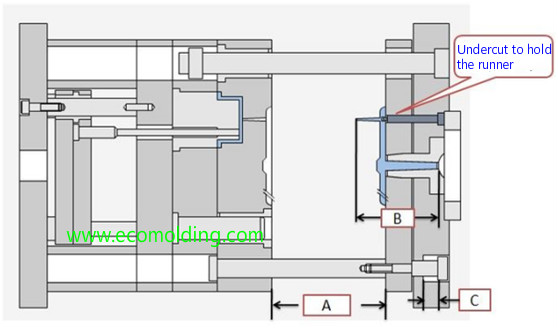
2. Considerations for three plate mold design: (1). The opening distance of the runner stripper plate and Plate A: A = B+ (10-20)mm; B = the length of the runner and A must be equal to or greater than 120mm, to facilitate manual removal of runners and gates. C is usually 8mm or 10mm. runner puller is needed at the gate location to pull off the gate.
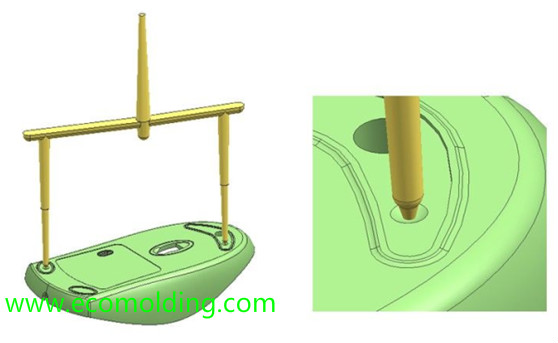
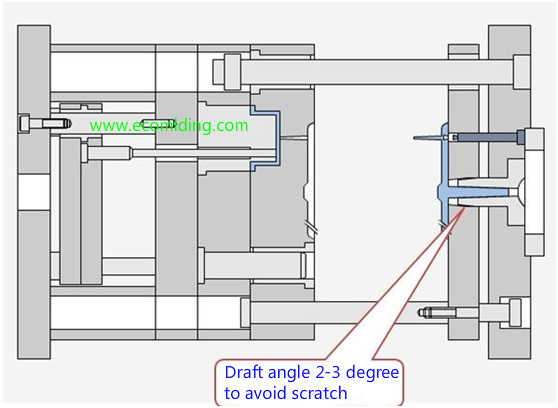
(2). The sprue needs to be designed with a 2-3° angle, so as to prevent the sprue and the runner stripper plate from being scratched(burnt).
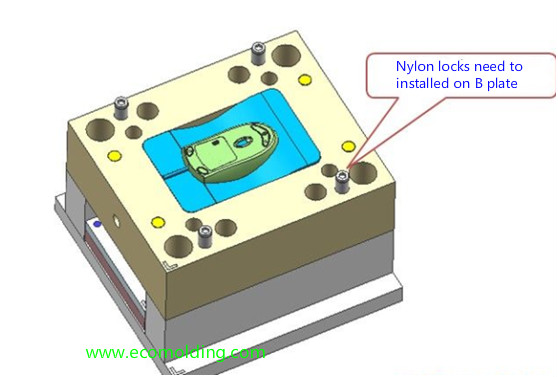
(3). In order to prevent A Plate A and B Plate from opening first, a lock must be installed on Plate B.
(4). To prevent the residue caused by gate removal from affecting product assembly, the pinpoint gate is usually dotted.