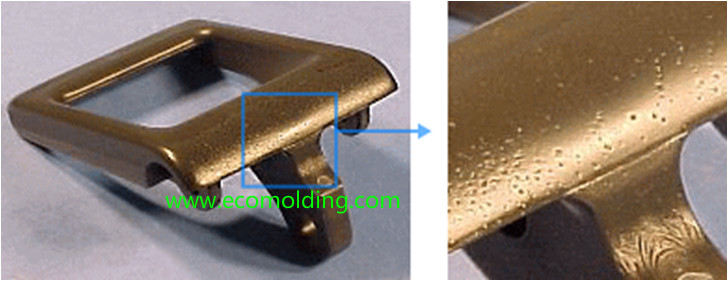
What is pitting (appearance)?
Pitting mainly refers to the dents produced on thick walls.
Pitting is caused because the resin does not stick to the cavity surface. There are many reasons for the appearance of pitting, but the main reason is that the holding pressure is not high enough.
Causes of Pitting
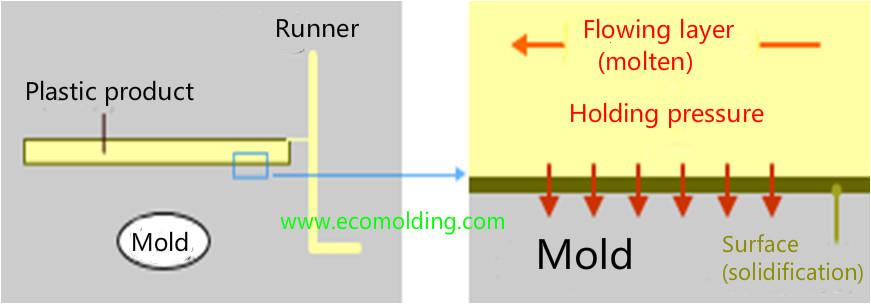
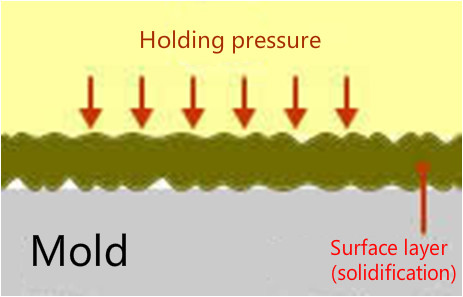
(2-1) Insufficient holding pressure
The moment the resin is injected into the mold, the surface is solidified, but the mid portion is not sufficiently solidified. If the holding pressure at this stage is not high enough, the semi-cured surface does not adhere to the cavity, so the pitting-like appearance is likely to occur.
(2-2) Resin temperature and mold temperature
When the resin temperature or the mold temperature is too low, the surface of the molded product solidifies more quickly, so sometimes it is not possible to apply the holding pressure. As a result, it is easy to cause a poor appearance, such as pitting.
(2-3) Fluidity and injection speed
If the fluidity of the material is not good enough, the filling time is extended, and the surface layer of the molded product is solidified before the pressure holding step starts, so it is sometimes not possible to apply holding pressure to the resin. As a result, it tends to cause a poor appearance.Pitting is also prone to occur for the same reason when the injection speed is slow.
Solutions
(3-1) Try to raise the holding pressure
First, try to gradually raise the holding pressure setting. This will basically solve the problem.
If other defects (such as, flashing) occur after the holding pressure is raised, the next condition for easy application of the holding pressure needs to be set.
(3-2) Conditions allowing for easy application of holding pressure
Conditions allowing for easy application of holding pressure are shown below:
1. Raise the resin temperature
2. Raise the mold temperature
3. Improve the injection speed
4. Expand the gate (*a)
5. Adjust the thickness (1t-2t)
6. Use materials with better fluidity (*b)
After changing these conditions, the holding pressure actually applied to the cavity will increase, making pitting less prone.