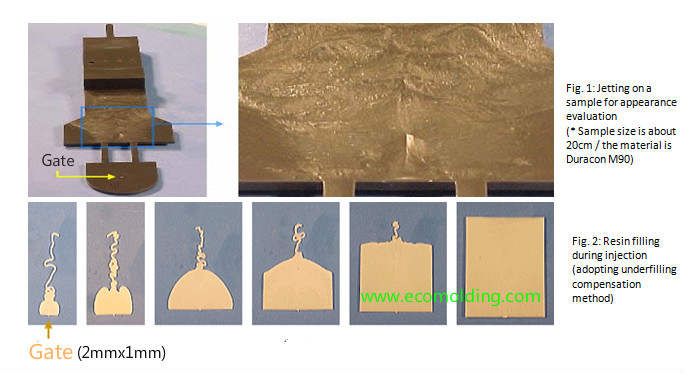
(1) What is jetting? (Appearance)
Usually, the molten resin flows in the form of a jet stream. However, when flowing from a narrow area to a wide space, if too fast, it sometimes flies out in strips, and flows without contacting the mold. This is referred to as jetting. Depending on the appearance of the jetting on the surface of a finished product, some are banded and some are misty, but the reasons are the same.
(2) Causes of Jetting defect
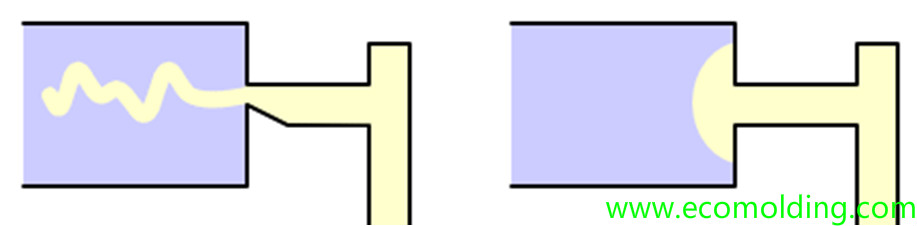
(2-1) The gate is small
The most significant reason for jetting is the gate size. Imagine how a water gun works, then it is not difficult to understand the phenomenon . The smaller the hole (gate), the high the power that pushes it out, making it worse. The reason is that, when the hole is small, it means that the pressure in the location is higher with an increased speed.
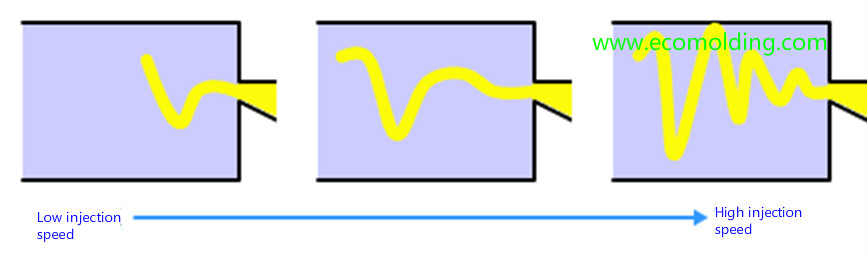
(2-2) Injection speed is fast
With the same gate diameter, the faster the injection speed, the worse the jetting.
(2-3) High viscosity / low fluidity
With the same gate diameter and injection speed, the higher the viscosity of the resin (the lower the fluidity), the worse the jetting.
The conditions causing the increase in viscosity are as follows:
1.Low resin temperature
2. Low mold temperature
3. Material viscosity
(2-4) Low holding pressure
To a certain extent, the holding pressure makes jetting less apparent. On the contrary, if the applied holding pressure is not high enough, jetting becomes more obvious.
(3)Solutions
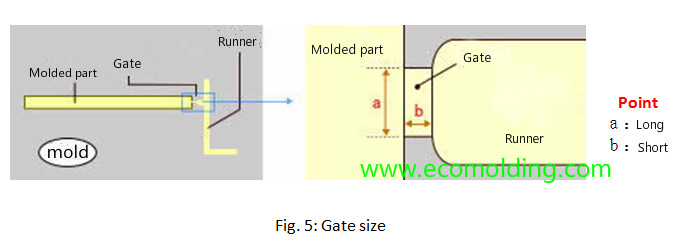
(3-1) Try to increase the gate size
First check if you can change the gate size. Although it depends on the shape and size of the product, changing the gate size when possible is able to eliminate it. It is the best to choose a short and wide gate land; the fan-shaped and angled design is also very effective.
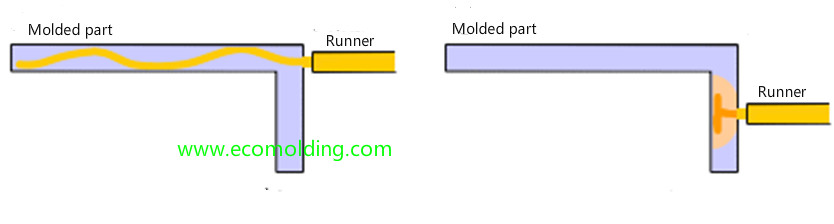
(3-2) Try to change the gate location
Next, check if the gate location can be changed. Jetting is basically caused by the great force of the splashing resin. And, the larger the target space is, the worse the jetting will be. But, if the resin that flies out of the gate is able to quickly hit the wall, it can be eliminated.
Even if the gate location cannot be changed, it is expected that the same effect can be obtained if a needle or a wall or the like is additionally provided against the gate inside the mold cavity.
(3-3) Try to reduce the injection speed
Try to lower the injection speed settings. The method is to employ the multi-stage injection and only slow down the speed through the gate (instead of overall speed reduction).
(3-4) Reduce resin viscosity
Ways to reduce resin viscosity:
1.Raise resin temperature
2. Raise mold temperature
3. Change the grade to high fluidity
(3-5) Check the holding pressure
Increasing the holding pressure can sometimes cover the jetting. It is also necessary to check if the holding pressure is high enough.
Please feel free to contact us if you are looking for a professional plastic mold company