01. Silver Mark
As a matter of fact, this injection molding defects usually happens because the raw material is not dried. It occurs mostly during the T0 stage of a product, while in the subsequent regular production stage, such a defect is rarely caused.

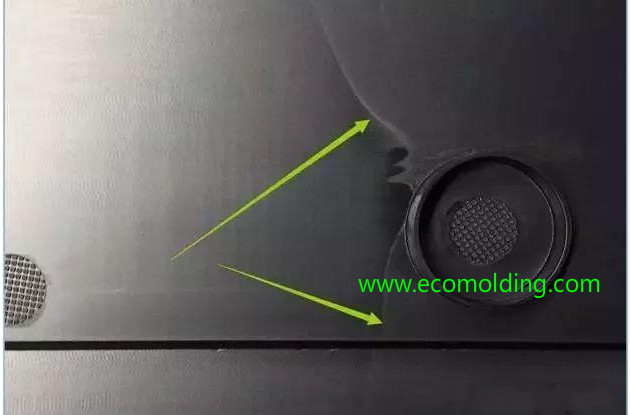
02. Welding Line
The welding lines are small lines caused in the area where the material flows meet. It is a result of incomplete fusion, causing the front and back sides of a finished product to have fine lines in the same area. If the temperature on one side of the mold is high, the welding lines in contact with it are lighter than the other side. The welding lines we talk about usually appear on multi-gate injection molded products. When two melt flows meet, the welding line is produced.
This issue is usually caused by different mold temperatures or too low a raw material temperature. Currently, it is most likely to appear on large size products, and it is difficult to completely resolve it, but can only be lessened instead.
03. air bubbles
These are the voids created inside the thick wall of a finished product. For an opaque product, they cannot be seen from the outside – it must be cut open before we can see the bubbles. The center of the thick wall is the slowest cooled area, so the rapid cooling and fast shrinking surface will pull the raw material to create air pockets, and thus the vacuum voids.
Vacuum voids are produced, resulting in a poor appearance, usually most visible on transparent products, and most commonly seen on electronic products, e.g., transparent lenses and transparent optical products.
Of course, it is still possible to improve the wall thickness control within the controllable range at the time of design. For example, air bubbles are more likely to occur when the overall thickness of a product is too thick, i.e., more than 5mm.

04. Warpage
During injection, the resin in the mold is subjected to a high pressure to cause internal stress. After mold release, deformation appears on both sides of the finished product, and it is mostly likely to happen on thin-walled products. Needless to say, warpage is easy to check out. It is usually most likely to be caused on very thin and long plastic products. It is only necessary to thicken the wall of the product at the time of design or use ribs to avoid this problem.

05. Flow Marks
When the raw material is flowing in the cavity, a fine wavy pattern in the shape of tree ring around the gate appears on the surface of a finished product. This is the swirl marks that we usually refer to, which spread out from the gate, and are most visible on matte textured products. It is the most difficult issue to overcome or adjust with regard to the appearance of a product. Therefore, most mold factories require the gate to be designed on the exterior of a product, so as to lessen the issue.

06. Short Shot
The finished product is not fully filled and there is a part missing, usually due to the lack of melt / material or too low a injection pressure which leads to underfilling. Such issues can mostly be improved, unless sufficient considerations are not made during mold design.

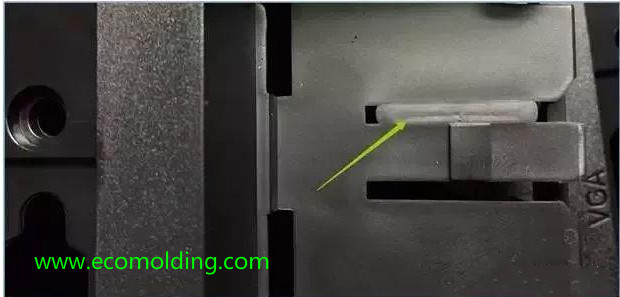
07. Flash or Burrs
Excessive plastic material occurs on a finished product, mostly in the mold clamping area, or around the ejector or the slider and so on. The flash or burrs are usually caused by two reasons. One is the problem lying in mold clamping – the mold halves are not well aligned. The second is that the injection pressure and mold temperature are too high, leading to the production of flash or burrs. Such injection molding defects can mostly be resolved.
08. Sink Mark
Due to the volumetric shrinkage, the surface material in the thick wall area is pulled in, and dents thus appear on the surface of the product. This defect is also very easy to discover – just place the product in the way that it faces the light source, through reflection, it can be seen that the original design is flat but the product is uneven.
If the sink mark is very bad, dents on the product can be found with the naked eye. Sink mark is the most common problem on the surface of a product, most of which occurs in the area where the wall is thick. Usually, if the pressure decreases, it is more likely for shrinkage to occur. Such issues need to be discussed among the designer, the mold maker and the molder.

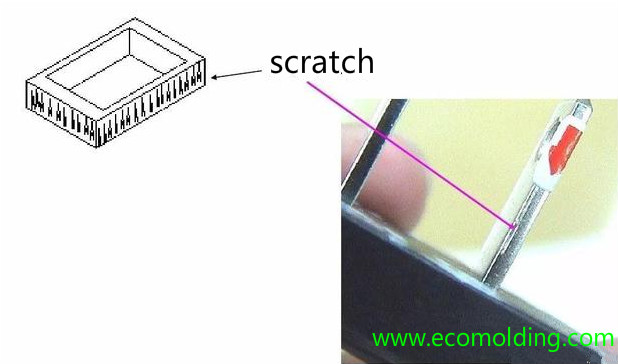
09. Scratch
When the mold opens, the finished product is attached to the core for mold release. When being ejected, the product can be broken or raised. If the mold is not good enough, the product sticks to the cavity. This issue is also easy to be discovered. Like the defects caused by people, it is very easy to identify. This issue is usually caused by the insufficient draft angle of the product, or that the core drags the product with a larger force than the cavity, causing the cavity to be scratched.
Causes & Solutions for this injection molding defects:
1. The draft angle of the mold core is not big enough – increase the draft
2. Core polishing
3. The injection pressure is too high – adjust the parameters appropriately
4. Select a better surface material for the mold cavity, to reduce shrinkage
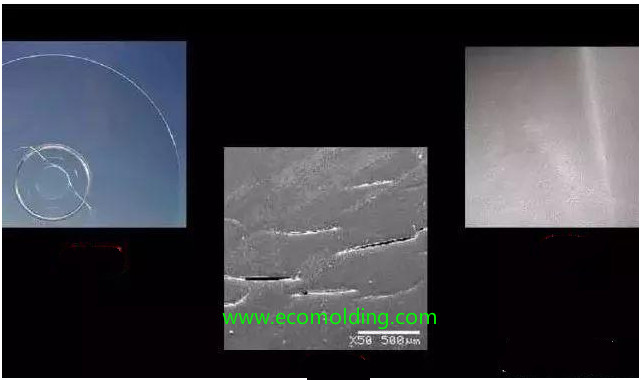
10. Crack
Crack is a common defect in plastic products, mainly characterized by cracking where stress is concentrated or around the welding area, or cracking of paint after a period of coating. The main reason for this issue is stress deformation, mainly referring to the deformation caused by residual stress, external stress, and stresses from the external environment.
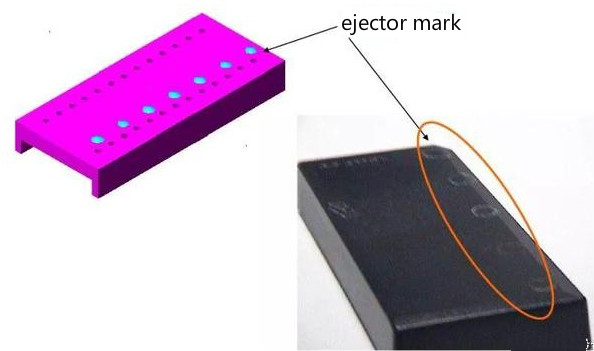
11. Ejecting Mark
The main reasons for the ejecting mark on an injection molded product are: inappropriate ejector position, excessive pressure, excessive holding time, insufficient polishing, too deep ribs, insufficient drafting, uneven product ejection, and nonuniform stress, etc.
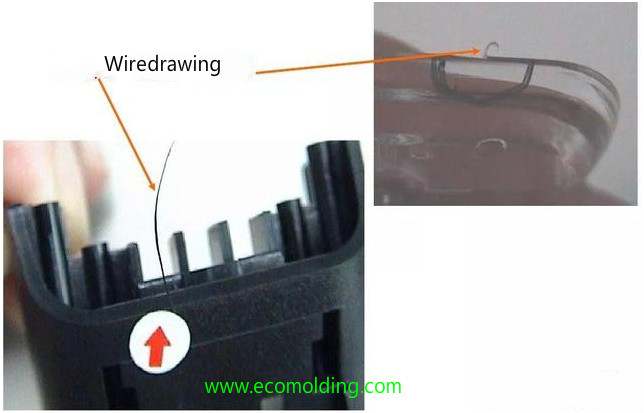
12. Wiredrawing on the Gate
Wiredrawing on the gate of a finished product is usually caused by excessive nozzle or hot runner temperature.
Please feel freely to contact us if you are looking for a professional plastic injection molding factory