(1) What are sink marks (appearance)?
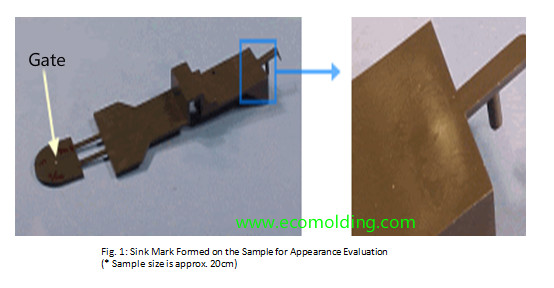
Sink marks refer to the surface depression caused by resin shrinkage.
After the crystalline resin is cooled and solidified, its volume is greatly reduced, which results in the sink mark. Since the shrinkage (shrinkage ratio) is basically fixed, and the greater the thickness the higher the shrinkage, the sink mark is usually caused in the thick section of a molded product.
(2) Causes of Sink Marks
(2-1) Low effective holding pressure: Insufficient resin filling
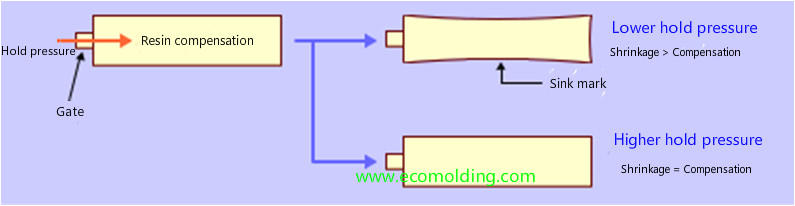
Usually, there is a pressure holding process during plastic injection molding. A certain degree of resin shrinkage caused by cooling and solidification is compensated by pressing in (feeding) an additional amount of resin by applying the holding pressure. However, if, for some reason, the effective holding pressure is low = it is difficult to fill in the resin, the sink marks are easily formed when the mold temperature is high, or the voids are easily formed when the mold temperature is low. The main reasons for holding pressure decrease are listed as follows:
1. Low holding pressure setting value 2. Short holding time
3. Small gate size 4.Thin runners
In addition, given the importance of the gate location, it must be placed as close to the thickest section as possible.
(2-2) Slow cooling: Greater shrinkage
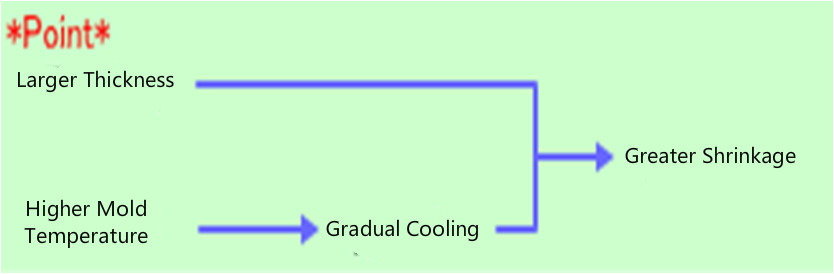
The greater the thickness, the greater the shrinkage caused by cooling; at the same time, the slower the cooling, the greater the shrinkage. Therefore, the higher the mold temperature, the larger the sink mark.
(3) Solutions for Sink Marks
(3-1) Try to raise the holding pressure
It can be considered that the holding pressure = increasing the resin filling amount. Instead of simply increasing the set value of the holding pressure, it is better to use multi-stage holding pressure to raise the holding pressure step by step. In addition, in order to make it easier to apply the pressure, an effective processing method can be adopted, i.e., enlarging the sprue and the runners, and relocating the gate to the vicinity of the sink mark.
(3-2) Try to reduce mold temperature
If the mold temperature is high, try to gradually lower it. The sink mark can be mitigated by reducing the amount of shrinkage.
(3-3) Reduce the thickness
If possible, it is recommended to reduce the thickness as much as possible. If it is a rib, it should reach about 1/3 of the thickness of the base; other parts should also be minimized.