The cooling system is also known as the mold temperature adjusting system.Importance to adjust the mold temperature: Mold temperature plays an important role in determining the quality and molding cycle of a plastic product. (1). The fluctuation of mold temperature greatly influences the shrinkage rate, dimensional stability, deformation, stress cracking and surface finish of the final product. (2). Mold temperature’s influence on the molding cycle: cooling time takes up about 80% of the molding cycle.
Principles for Cooling System Design
1. Fast Cooling
2. Uniform Cooling
3. Easy Processing
1). Maximize the number of cooling circuits and the diameter of the cooling channel on condition that the heat transfer area and mold structure meet the needs for molding cooling.
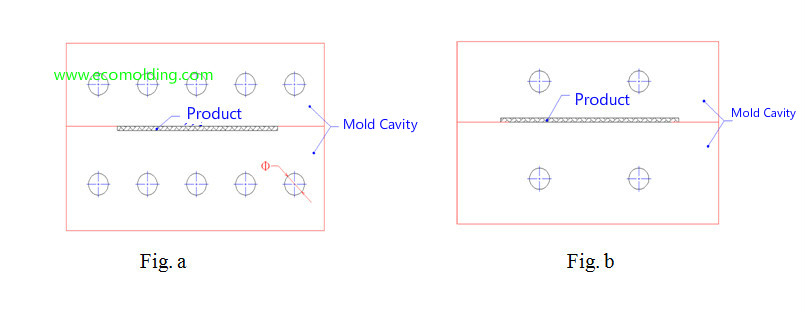
Fig. a cools faster than Fig. b.
The diameter of the water lines usually ranges from Φ6 to Φ12MM.
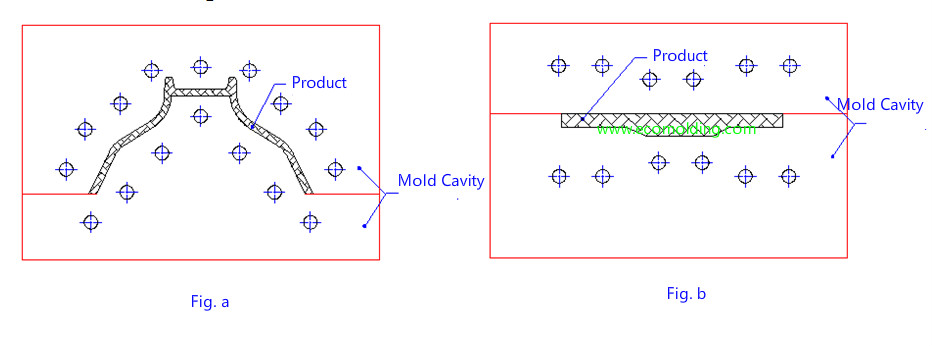
2). The cooling channel needs to be appropriately laid out. When the product possesses an even thickness, it is better for the cooling channel to keep a consistent distance from product surface, with a layout aligned with the profile, see Fig. a; When the product has an inconsistent thickness, cooling should be intensified at the thicker sections, see Fig. b
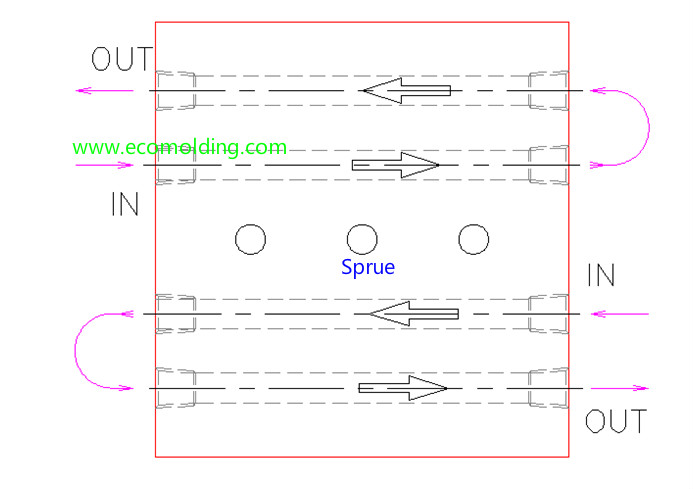
3). Usually, the temperature around the gate is higher, which, accordingly, takes a longer time to cool. So, the coolant should flow from around the sprue to other parts of the mold.
4). When designing a cooling line layout, usually it is 1:1.5-2:4-5, i.e., diameter of the water line : distance from the product : interval between water lines = 1:1.5-2:4:5, see the Fig. below
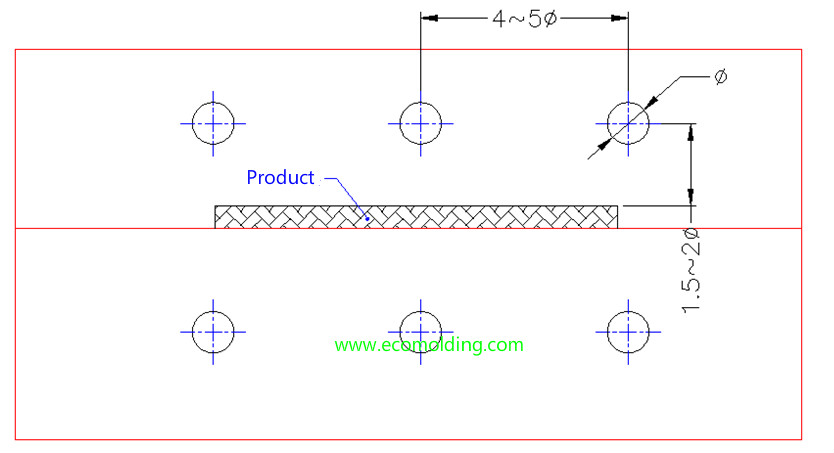
Assume the diameter of the water line is Φ10MM, then the interval between water lines is 40-50MM, and the distance between the water line and the product is 30-40MM.
The cooling channel should be laid out in accordance with product shape, plastic characteristics, and requirements for mold temperature.
Flat and thin-walled product should adopt a parallel layout.
The structural form of the mold cooling system is determined by product shape / size, mold structure, gate location, as well as the dimensions of mold cores and mold plates, etc. Please see the examples shown below:
1>. When the product and mold cores are relatively small, great cooling effect can be achieved when the water lines goes through the mold plates. (Direct Flow)
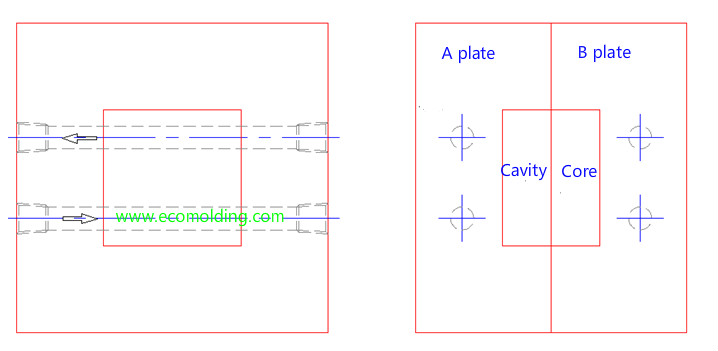
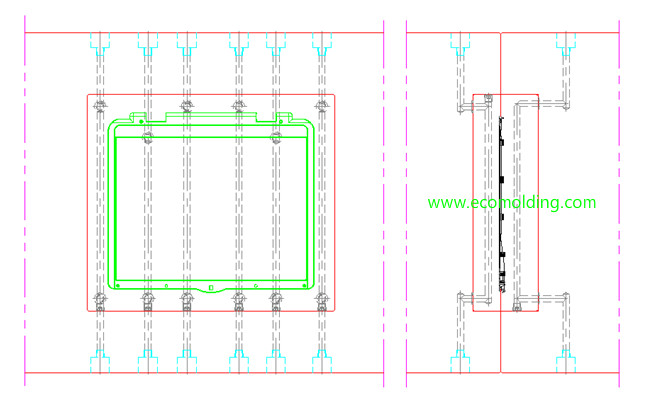
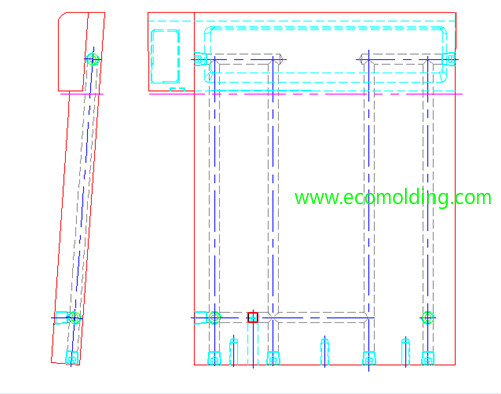
2>. When the product is long and narrow, with a flat surface and an even thickness, the layout of the water lines should follow the length direction of the product. (Direct Circulation)
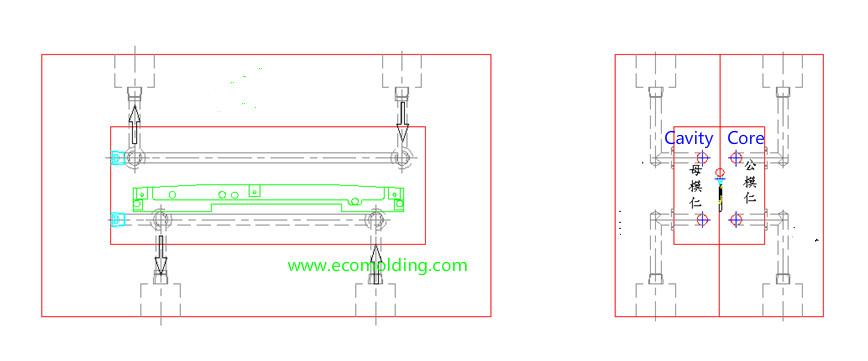
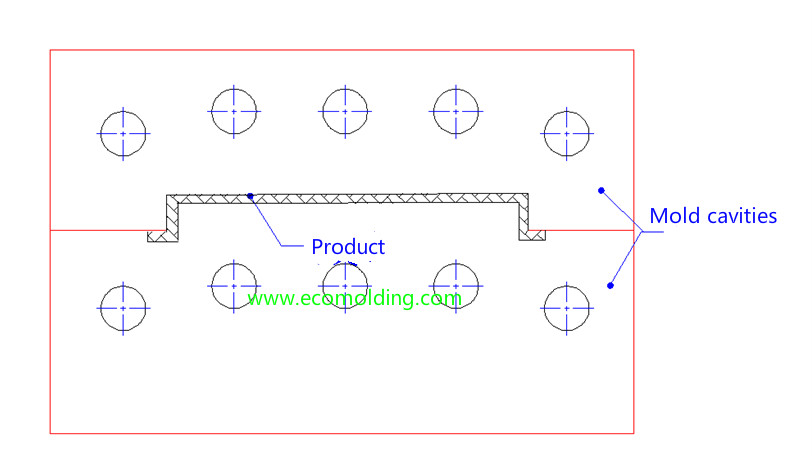
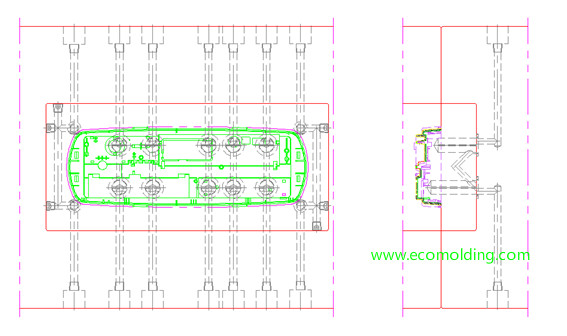
3>. Cooling system layout for the product with a large area.
4>. The slides also need to be cooled when the slides are big and with a large contact surface with the product.
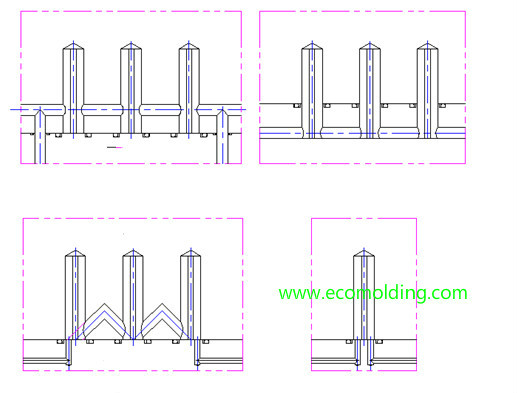
5>. When the product is arch-shaped and high, the water line will be a bit far away from the product. A water baffle may well achieve the cooling effect. (Baffle Type)
Passageway Forms of the Water Baffle
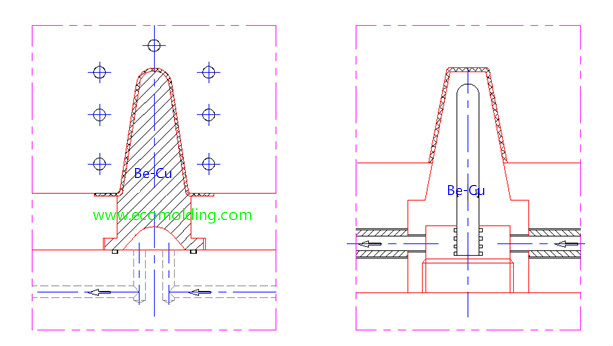
6>. For a slender insert, which makes it impossible to arrange the water line, the Be-Cu material that features great thermal conductivity may be used. The large end of the insert is connected with the coolant to achieve cooling effect by the Be-Cu contacting with coolant. (Indirect Cooling)
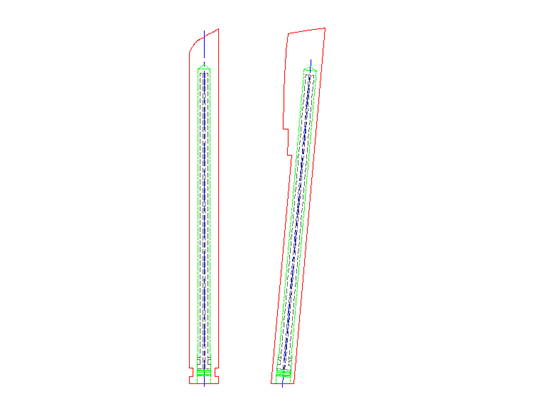
7>. The cooling rod is applicable to slender components.
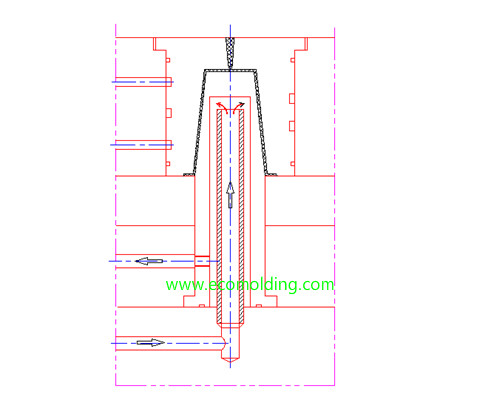
8>. The spray pipe is applicable to slender inserts. (Spray Type)
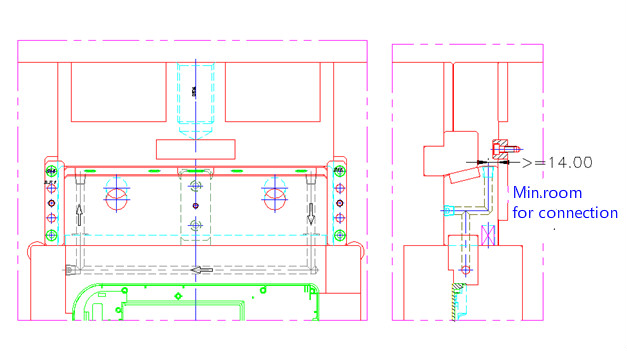
9>. The lifter also needs to be cooled when it is big and with a large contact surface with the product.
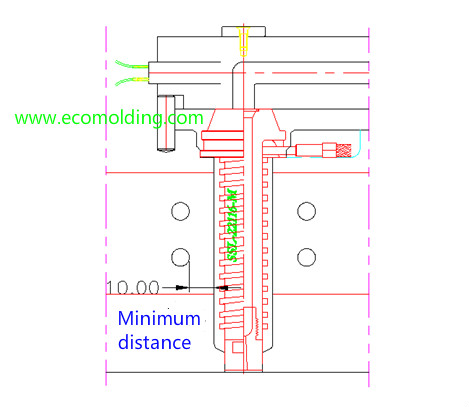
10>. During hot runner injection molding process, the hot runner plate needs to be heated, so the area around the hot runner gate needs to be cooled.
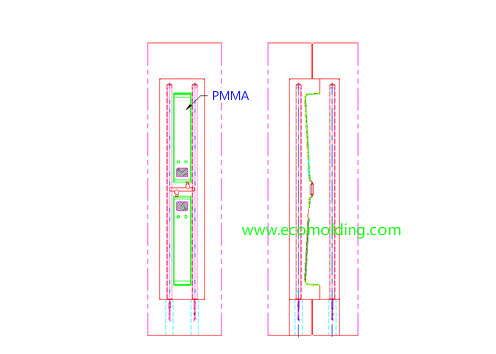
11>. For materials with poor fluidity and high viscosity, e.g., PC, PMMA and POM, the mold needs to be heated during plastic injection molding. Mold heating methods include electric heating, oil heating, heating with hot water and steam.
The Fig. below shows mold heating via an electric heater.