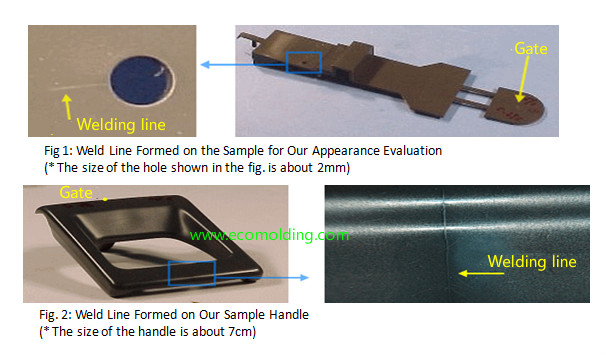
What are Weld Lines? (Appearance)
Weld lines appears where the resin flows meet. As shown in the figures below, weld lines will definitely appear in the part with opening.
The Causes of Weld Lines
(2-1) Low Resin Temperature
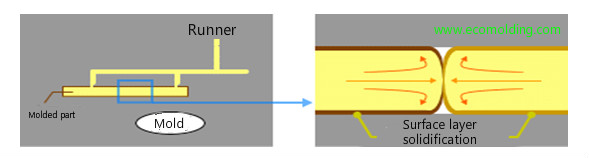
The weld lines appears when two resin streams meet. At this point, the lower the temperature of the two, the more obvious the weld line is. Due to the fact that the two resin streams at the weld point do not mix with each other (because they are semi-solid while advancing in the injection process), so if the temperature is low, the surface layer will become thicker, the texture will be obvious, and the strength will be reduced. This is because the adhesion between the two is weakened. Conversely, if the temperature of the two resin streams is higher, the adhesion will increase, thus the lines on the surface will become less noticeable.
The Conditions Leading to Resin Temperature Decrease Are:
(i)Mold temperature is low
(ii)The temperature of the barrel (especially the nozzle) is set low
(iii)Slow injection speed
(iv)Low fluidity of the material
That is to say, the conditions that leads to cooling after sometime before merging tend to make the weld line more visible.
(2-2) Low pressure
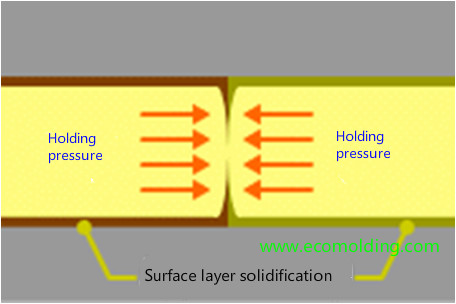
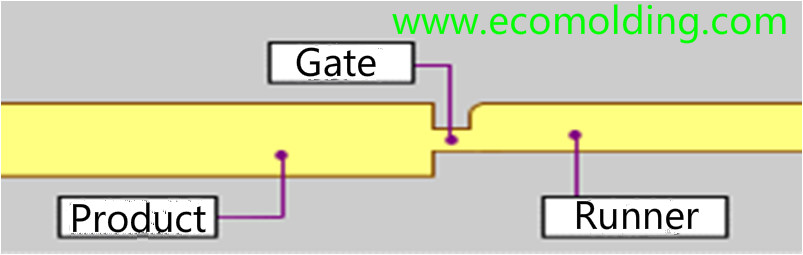
At the weld point, the two molten resin streams are squeezed, where the bonding conditions depend on the pressure applied there. The lower the holding pressure, the more obvious the weld line and the lower the strength. If not only the setting of the holding pressure is to be considered, but also the pressure actually applied to the weld is lowered, the above-mentioned (i) to (iv) are almost equally applicable. This is because pressure transfer becomes more difficult as solidification progresses. In addition, if the gate size becomes smaller and the gate position becomes unfavorable, the appearance and strength of the weld line will deteriorate.
(2-3) Poor Ventilation
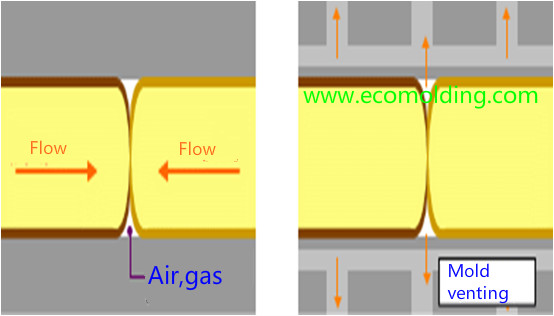
Weld line is where the resin flows meet, and may also be the flow ends. At this time, if a vent is not provided at this position to discharge the gas, the appearance and strength of the weld line will deteriorate.
The Solutions for Poor Welding Lines
(3-1) Increasing the Resin Temperature at the Weld Line Section
Try to gradually raise the mold temperature and barrel temperature. This is expected to achieve maximum results while the pressure holding effect will also increase. In the sense that the weld line is better formed before the resin temperature is lowered, it is also effective to increase the injection speed to rapidly form the weld line section.
(3-2) Try to Raise Holding Pressure
Though holding pressure may be simply raised, we also suggest applying the following conditions that facilitate pressure holding:
1.Raise resin temperature 2.Raise mold temperature 3.Raise injection speed 4.Enlarge the gate 5.Adjust the thickness (1t-2t as appropriate)6.Use materials with great fluidity
(3-3) Check the Vents
Check the vents even if the weld line may be at the flow end.
Check vent thickness and size to see if it is smooth or contaminated by mold deposit. Insufficient ventilation will cause burn marks, and thus lead to other defects.
(3-4) Check the Gate
If the gate is not big enough, raising temperature and holding pressure will not take effect. Under such circumstances, resin fluidity will be improved by increasing the gate size, while also helpful for implementation of pressure holding, thus improving weld lines. In addition, it is also a very effective way to change gate location and increase the number of gates, so as to bring weld line under control.
※ Implementation of these solutions may lead to other failures, so avoid changing the settings drastically.
Please feel freely to contact us if you are looking for a professional plastic injection molding company.